



Laserkaarhübriidkeevitusg on laserkeevitusmeetod, mis ühendab keevitamiseks laserkiire ja kaare. Laserkiire ja kaare kombinatsioon demonstreerib täielikult keevituskiiruse, läbitungimissügavuse ja protsessi stabiilsuse olulist paranemist. Alates 1980. aastate lõpust on suure võimsusega laserite pidev areng soodustanud laserkaarhübriidkeevitustehnoloogia arengut. Sellised probleemid nagu materjali paksus, materjali peegelduvus ja pilude sildumise võime ei ole enam keevitustehnoloogia takistuseks. Seda on edukalt kasutatud keskmise paksusega materjalidest osade keevitamisel.
Laserkaar-hübriidkeevitustehnoloogia
Laserkaarhübriidkeevitusprotsessis toimivad laserkiir ja kaar ühises sulavannis vastastikmõjus, et tekitada kitsaid ja sügavaid keevisõmblusi, parandades seeläbi tootlikkust, nagu on näidatud joonisel 1.
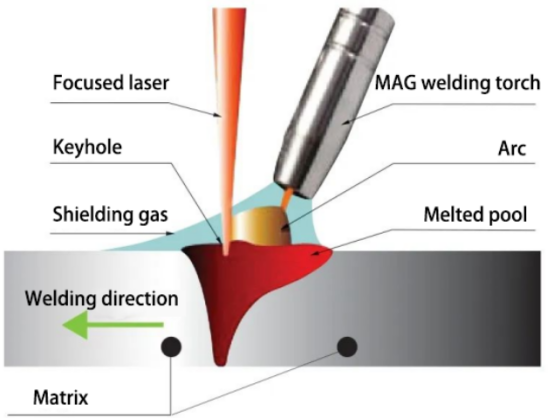
Joonis 1 Laserkaarhübriidkeevitusprotsessi skeem
Laserkaarhübriidkeevituse põhiprintsiibid
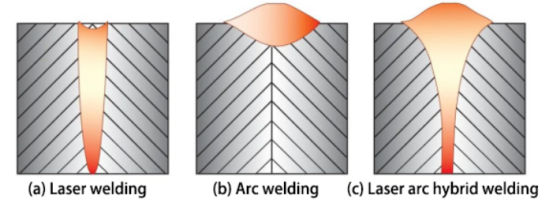
Laserkeevitus on tuntud oma väga kitsa kuummõjutsooni poolest ning selle laserkiire saab suunata väikesele alale, et tekitada kitsaid ja sügavaid keevisõmblusi, mis võimaldavad saavutada suuremaid keevituskiirusi, vähendades seeläbi soojuse sissevoolu ja keevitatud osade termilise deformatsiooni võimalust. Laserkeevituse pilude sildumise võime on aga halb, seega on tooriku kokkupanekul ja servade ettevalmistamisel vaja suurt täpsust. Laserkeevitus on väga keeruline selliste suure peegeldusvõimega materjalide nagu alumiinium, vask ja kuld keevitamiseks. Seevastu kaarkeevitusprotsessil on suurepärane pilude sildumise võime, kõrge elektriline efektiivsus ja see võimaldab tõhusalt keevitada suure peegeldusvõimega materjale. Kaarkeevituse ajal esinev madal energiatihedus aeglustab aga keevitusprotsessi, mille tulemuseks on suur soojuse sissevool keevituspiirkonda ja keevitatud osade termiline deformatsioon. Seetõttu on sügava läbitungimisega keevitamiseks ja suure energiatõhususega kaare sünergia hübriidefekt, mille hübriidne efekt kompenseerib protsessi puudused ja täiendab selle eeliseid, nagu on näidatud joonisel 2.
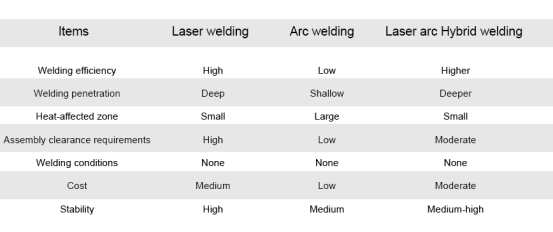
Laserkeevituse puudusteks on halb pilude sillutamise võime ja kõrged nõuded tooriku kokkupanekule; kaarkeevituse puudusteks on madal energiatihedus ja väike sulamissügavus paksude plaatide keevitamisel, mis tekitab keevituspiirkonnas suure hulga soojust ja põhjustab keevitatud detailide termilist deformatsiooni. Nende kahe kombinatsioon võib üksteist mõjutada ja toetada ning kompenseerida teineteise keevitusprotsessi puudusi, andes täieliku mängu lasersügavsulatus- ja kaarkeevituse katte eelistele, saavutades väikese soojuse sisestamise, väikese keevisõmbluse deformatsiooni, kiire keevituskiiruse ja suure keevitustugevuse eelised, nagu on näidatud joonisel 3. Laserkeevituse, kaarkeevituse ja laserkaarhübriidkeevituse mõju võrdlus keskmise paksusega ja paksudele plaatidele on näidatud tabelis 1.
Tabel 1 Keskmise ja paksu plaadi keevitusefektide võrdlus
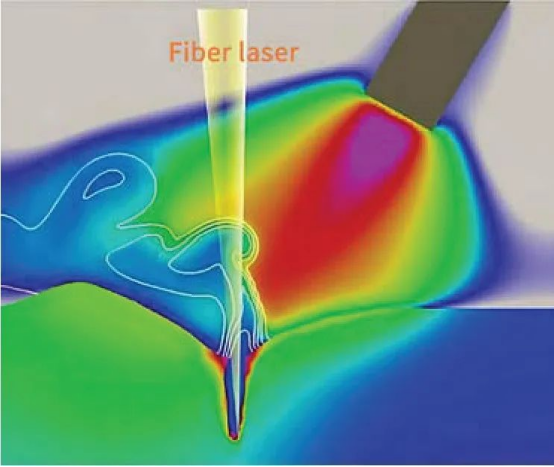
Joonis 3 Laserkaar-hübriidkeevitusprotsessi diagramm
Mavenlaseri hübriidkaarkeevituse juhtum
Mavenlaseri kaarhübriidkeevitusseade koosneb peamiselt a-stRoboti käsi, laser, jahuti, akeevituspea, kaarkeevitusvooluallikas jne, nagu on näidatud joonisel 4.

Laserkaarhübriidkeevituse rakendusvaldkonnad ja arengusuunad
Rakendusvaldkonnad
Kuna suure võimsusega lasertehnoloogia areneb, on laserkaarhübriidkeevitus laialdaselt kasutusel erinevates valdkondades. Selle eelised on kõrge keevitamise efektiivsus, suur vahetaluvus ja sügav keevitamise läbitungimine. See on eelistatud keevitusmeetod keskmise ja paksu plaadi puhul. See on ka keevitusmeetod, mis võib asendada traditsioonilist keevitamist suuremahuliste seadmete tootmises. Seda kasutatakse laialdaselt tööstusvaldkondades, nagu masinate, sildade, konteinerite, torujuhtmete, laevade, teraskonstruktsioonide ja rasketööstuse valdkonnas.

Postituse aeg: 07.06.2024











